Robot tooling details:


Working temperature:
Hardening penetration
Optics–bottom bed distance 267 mm.
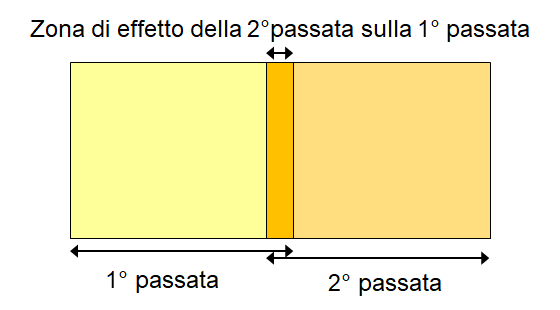
During the hardening process, the outside edges of the beam have a tempering effect on the previous pass. In this transition zone between the two passes, there may be a loss of hardness, which can vary from 4–6 rockwell points in the order of 1–1.5 mm for cast iron, and 2–3 rockwell points in the order of 0.5–1.0 mm for steel.
 Minimum spot aperture: 6×6 mm
Minimum spot aperture: 6×6 mm Maximum spot aperture: 45×5 mm
Maximum spot aperture: 45×5 mmNB: The head is interchangeable. A variant with a minimum aperture of 4×4 mm and a maximum aperture of 40×5 mm is available.