Details zur Roboterausrüstung:


Arbeitstemperatur:
Penetration Härtung:
Abstand Optik-Arbeitsfläche: 267 mm
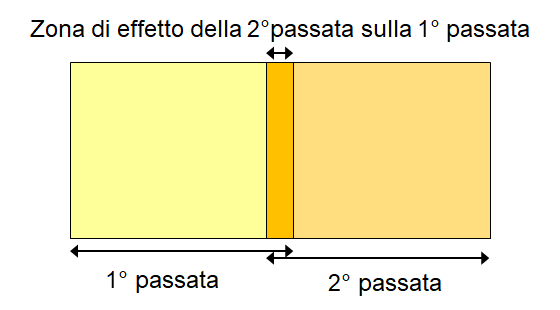
Während des Härteprozesses wirken die Enden des Balkens auf den vorherigen Durchgang anlassend. In dieser Übergangszone zwischen den beiden Verbindungen kann ein Härteverlust auftreten, der zwischen 4-6 Rockwell-Punkten in der Größenordnung von 1-1,5 mm für Gusseisen und 2-3 Rockwell-Punkten in der Größenordnung von 0,5-1,0 mm für Stahl variieren kann.
 Spot mindestöffnung: 6×6 mm
Spot mindestöffnung: 6×6 mm Spot maximale öffnung: 45×5 mm
Spot maximale öffnung: 45×5 mmANM.: Das Kopfstück kann ausgetauscht werden. Eine Variante mit einer minimalen Öffnung von 4×4 mm und einer maximalen Öffnung von 40×5 mm ist erhältlich.